

This is a guest post by Bill Hancock, President of Zeroday Enterprises
Dry flocculant wetting, dissolving, mixing and solution feeding must be done under very specific controlled conditions that account for the flocculant’s unique physical and chemical characteristics. Failure to ensure proper polymer solution preparation and feeding can result in mix-feed system plugging and erratic operation, process control issues and wasted polymer.
Key flocculant characteristics that must be considered for proper flocculant mixing and use are summarized below:
1) Flocculant powders are hydroscopic. Storage and dry polymer feeding systems must ensure minimum air contact as the particles will adsorb moisture which initiates flocculant dissolution. Dissolving particles are very sticky and consequently will aggregate into larger pieces and chunks. These larger pieces and chunks dissolve slower and often can plug equipment causing mix system and even process operational disruptions.
2) Water wetted flocculant particles can aggregate into masses. Since flocculant particles dissolve proportionately to exposed surface area, particle aggregates that have stuck together result in significantly reduced dissolution rate during mixing. If the flocculant aggregates do not fully dissolve within the set system residence time, these partially flocculant masses will pass through the mix system and process unused. And possibly plug equipment. Note: flocculant particles/aggregates will hydrolyze throughout into a clear gel which refract light differently than water, these masses are called ‘fish eyes’ because can predominantly see the light refraction, not the mass itself.
3) It is very important to initially wet each flocculant particle. The mixing system must be designed in the first step of the mixing process to wet each particle individually and immediately, and subsequently ensure these wetted particles do not aggregate or agglomerate. There are two main mix system flocculant particle wetting categories.
4) Flocculant dissolution time variable. Flocculants dissolve at different rates, primarily dependent on the following factors.
Required mix times can range from 30-90 minutes are designed into a mix system.
5) Flocculant solutions are viscous. Dissolved long chain flocculants introduce solution drag that is expressed as viscosity. The amount of viscosity is dependent on the flocculant charge, charge level, temperature, concentration and molecule chain length. More viscous solutions require more mixing power. To ensure the flocculant molecule chains are not broken, balancing the amount of power in mixing and the type of mixing are crucial for minimizing dissolved flocculant chain damage.
6) Low shear pumps must be used for flocculant solution transfer and feeding. The two more predominate low shear pump types are progressing and diaphragm. More specifically, examples of pumps that are acceptable include progressive cavity, peristaltic, gear, lobe and air operated diaphragm.
7) Flocculant solutions typically provide best performance at ≤ 0.1% concentrations. To optimize flocculant mixing system sizing, flocculant solutions are often designed to be mixed to 0.25-0.50% maximum concentration. Once dissolved, the flocculants will dilute readily with teed in water down stream of the flocculant feed pump to obtain the final target 0.1% concentration.
Flocculant mixing and feeding is not highly complex. But the unique flocculant characteristics accounted and designed into a mixing-feeding system to ensure optimum preparation and minimized consumption.
Bill Hancock is an internationally recognized expert in mineral processing technologies, technical marketing management and water treatment. Hancock founded and owns Zeroday Enterprises which supplies chemical mix-feed systems, LTM conductive slurry level monitoring probes, peristaltic hose and tube pumps, mixers and flocculant and coagulant chemicals. He also founded Argo Consulting—a technical and technical marketing consulting practice focused on providing mineral processing, water treatment and technical marketing consulting services to the mining industry.
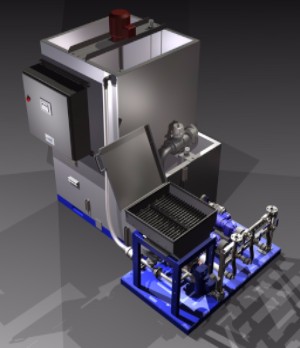
Mainland Machinery Ltd and Zeroday Enterprises LLC are pleased to announce a partnership to advance Zeroday’s chemical mixing and feeding technology. As of August 9, 2016 Mainland has been named the exclusive distributor and manufacturer of Zeroday’s Z ChemGear product line of flocculant, chemical and regeant mixing and feeding systems!

Zeroday is an industry technology leader in process, water and wastewater treatment, and brings extensive chemical knowledge and experience used in designing quality, effective and robust chemical mixing-feeding systems. Mainland has over 45 years of value added manufacturing and engineering experience with involvement in diverse industries such as mining, oil & gas, municipal infrastructure, industrial agriculture and ports & terminals. The mutually supportive skills and core capabilities of each partner will enhance business competitiveness, capabilities and product line strength.
With locations in Wilsonville, Oregon and Abbotsford, B.C., we will continue to sell and support systems globally through EPCM, third party vendors and directly to customers. Canadian sourcing is expected to make the mix-feed systems much more competitive.
Zeroday’s Principal, Bill Hancock, is internationally recognized for his expertise in mineral processing technology and water treatment, and holds patents in flocculation and flotation applications. Bill will be involved in product line, sales and technical support, as well as independently promoting product line sales.
Mainland is pleased to be working alongside Zeroday Enterprises to produce innovative and cutting edge technologies! And Zeroday is excited about partnering with Mainland who will provide greater engineering and fabrication resources and expertise.
To inquire about products to meet your floc system neeeds, please contact sales@mainlandmachinery.com
To learn more about Zeroday, see their website
HELP US BREAK IN OUR NEW BRAKE PRESS – INTRODUCTORY RATES!
Mainland Machinery’s Machining Center is fully operational and capable of meeting your heavy plate forming and project needs.

Our recently opened third facility located in Aldergrove, BC features our new Accurpress Model 7 1500 16 Brake press with ETS3000 Control System.

Mainland Machinery’s state of the art Accurpress Brake Press is now available for your heavy plate forming needs. We are pleased to announce that we are currently processing orders for its use at introductory rates.

Product Capacity

 When Precision Counts, Count on Laser Cutting Technology
When Precision Counts, Count on Laser Cutting TechnologyExperienced metal fabricators know that when it comes to projects that require the utmost in precision cutting, there is no cutting corners by using outdated and inefficient equipment. Laser technology has provided the fabrication industry with not only the means to allow for more precise manufacturing, but also a way to make their operations more efficient and less costly.
What is Laser Cutting?
The origin of the word LASER stems from the acronym for “light amplification by stimulated emission of radiation.” Laser cutting is accomplished, true to its name, through a process that stimulates emission. Laser cutters for industrial use are able to cut through flat sheets, piping or structural metals. Cutting is made possible by the laser’s ability to burn, melt or blow away the area to be cut.
Electricity or special lamps used within a closed environment generate the power needed to charge up the material that creates the laser beam. There are three types of laser cutting available to metal fabricators, including:
Both the Nd and Nd-YAG lasers are used in the welding process.
Different types of material require different types of laser beams using various methods to allow for cutting. These methods include, but are not limited to:
A typical laser cutting setup for a metal fabrication shop includes:
Pros and Cons of Using Lasers for Cutting
Laser cutting is more precise than mechanical cutting methods because machines can be easily contaminated from the materials that are being cut with them. Additionally, their blades are subjected to continual use that can dull them and cause their cuts to be inconsistent which can often lead to wasted material.
With laser cutting, you can expect:
However, using laser cutting machinery does have a few drawbacks. It requires more energy than mechanical cutting methods. Because of the heat process involved, the laser process requires a cooling source, where water is commonly used as a coolant for a heat transfer or chiller system.
Advances Continue to Make Cutting Process More Efficient and Cost-Effective
Improved technology continues to develop cutting equipment that will require less laser gas and power to operate while dramatically improving cutting speeds and accuracy. These advancements help to increase production and transform other areas of the business process for metal fabricators who are taking advantage of this technology to greatly improve their bottom line.
 Sheet Metal Fabrication; Electroplating vs Painting?
Sheet Metal Fabrication; Electroplating vs Painting?Choosing a finish is an essential step in the sheet metal fabrication process. Finishes can prolong the lifespan of metal parts, improve their cosmetic appearance and increase their suitability for their intended use. There are a number of options for finishing sheet metal parts, but two of the most common are electroplating and painting. Both of these options offer distinct advantages as well as certain drawbacks depending on the product’s purpose.
Electroplating vs Painting
Electroplating is the process of attaching a thin layer of one metal, such as chrome, iridize or zinc, to the surface of another base metal, such as aluminum. The plating is chemically bonded to the surface of the base metal through electric conduction. Electroplating should not be confused with anodizing, which involves bonding an additional layer of the same metal to the base product through the same electrochemical process.
Painting is more straightforward and most people are familiar with it. A primer is first applied to the base metal, followed by multiple layers of liquid paint and finally, a protective coating such as lacquer is added to protect the underlying paint.
Advantages and Drawbacks of Electroplating
Electroplating offers a much stronger finish than paint. Depending on the choice of metal used for electroplating, the object may have better resistance to chemical corrosion or increased physical durability. For example, zinc offers additional resistance to water damage, while chrome reduces the friction on the metal’s surface and tin can be used to join aluminum, which is commonly used in sheet metal manufacturing, to dissimilar materials. Certain finishing metals can also increase paint adhesion to metal parts as well.
Because electroplating chemically bonds the finish to the metal product itself, the coating expands and contracts at the same rate of the base metal itself, making it suitable for environments with drastic temperature fluctuations.
However, electroplating can be expensive and uneconomical, especially when parts are small. Furthermore, the advantages offered by electroplating may be excessive if the metal product is intended for a use that does not take full advantage of the benefits offered by the process.
Advantages and Drawbacks of Painting Sheet Metal
The most obvious advantage of painting is that fabricators have a much greater degree of control over how the finished product will look. Paint comes in just about any color imaginable, meaning that there are endless options for how the final product will look. Furthermore, company and product logos can also be added to the surface to further increase its cosmetic value.
Certain paints offer similar advantages to electroplating; some can increase the metal product’s resistance to chemical corrosion or physical damage, though not to the same degree as electroplating. Damage to specific areas of painted surfaces is easily repaired as paint can be applied quickly and easily to small areas of a product’s surface. Another advantage paint has over electroplating is that it can be applied to certain areas of a product’s surface if the entire product does not require finishing. Unlike electroplating, painting is not an “all or nothing” process.
Paint, however, is not as durable as electroplating. Furthermore, because paint is applied as liquid, it can take many applications to ensure a finish of even thickness and color.
Which Option is Best For You?
Electroplating and painting each offer unique advantages for finishing a sheet metal product. Ultimately, deciding on which finishing option is best for you depends on the intended use of your product. It is important that you consider all factors and the advantages and drawbacks of each before making a final decision.
 Sandblasting Helps Save Time and Money
Sandblasting Helps Save Time and MoneyA major challenge facing many industrial companies is how to get more use out of their storage tanks. Often companies simply purchase new tanks without trying to repair or restore their existing tanks. However, what many companies may not realize is that sandblasting provides an easy way to repair and restore their tanks to almost new condition. Sandblasting is a time and cost-effective method for maintaining and restoring existing tanks.
What is Sandblasting?
Sandblasting is the process of shooting a gritty, particle-based medium such as sand, glass beads or aluminum sulfide onto a hard surface to sand or polish it smooth. There is a variety of purposes where sandblasting can be useful. It can be used to clean pollutants or remove rust from storage tank walls or to prepare them for repainting or recoating.
Sandblasting is an extremely versatile process because of the many types of mediums that can be used. For example, a more delicate tank lining may require a gentler sandblasting medium such as walnut shells or glass beads. Tougher jobs, such as those found in oil storage tanks or where the tank surface must be stripped to bare metal may require a more abrasive medium such as silicon carbide.
Save Money By Recycling What You Already Own
Including installation, a new tank could cost more than $20,000. However, an existing tank of the same size can be sandblasted, have its leaks welded and then be repainted for under $4,000. This is less than 25 percent the cost of a new tank. You can add five to 10 years to the lifespan of tanks by choosing to have them sandblasted.
Most sandblasting mediums can be reused multiple times. Glass beads are often recycled from glass bottles and may be used for sandblasting up to 30 times. Other mediums, such as silicon carbide, may also be reused multiple times.
Some of the mediums used can be made from byproducts produced with a water jet cutting process used in some metal fabrication shops. This further reduces their cost. An added advantage with some mediums, such as walnut shells, is that they are fully biodegradable, thus saving money on their clean up and disposal costs.
Reap the Benefits of Sandblasting
It is possible to save time and potential headaches that come with buying a new tank or replacing your old one. It can take months to fabricate, transport and install a new tank. In many cases, the entire sandblasting process from site preparation to cleanup can be completed in less than a week. The most abrasive sandblasting mediums can further reduce downtime because they can achieve the same results as softer compounds but in less time.
Most sandblasting companies are full service and take care of all aspects of the process, including other repairs that may arise and site cleanup. This helps alleviate hassles you might encounter trying to coordinate a new tank install. As a result, sandblasting effectively reduces your usage downtime because your tanks are out of commission for a shorter amount of time than they would be if you chose to replace them.
With sandblasting, your old tanks can be restored to their former condition, quickly and inexpensively. This can be beneficial if your tanks are located in a visible location or an urban area where old rusty tanks might be considered eyesores.
 Types of Prototyping for Metal Fabrication
Types of Prototyping for Metal FabricationIn preparing prototypes, it’s important to have an eye towards your eventual production plans. Whether you will be using precision stamping or fabrication could affect your design, costs, and flexibility down the line. Knowing how you plan to produce your parts will play an important role in the design constraints of the prototyping phase.
Creating quality steel products is no simple task. In order to make the best product for your client base, you have to plan and prepare. We’ve provided you with a few types of prototyping that will help you choose the right prototyping process for your project.
Sheet Metal Prototypes
When it comes to metal products, sheet metal prototyping is the key to success. If this all-important step is skipped during a major run of a key piece and alterations are required, the resulting changes, material losses, and time spent could cost tens of thousands of dollars on even a small project.
Quality steel fabrication relies on a testing and adjustment from the design phase up until production, to prevent major costs down the line. Prototyping with sheet metal allows companies to see and understand the product they are preparing.
Rapid Prototyping
Depending on your needs, different forms of rapid prototyping might be suitable for your business. For marketing models and fit checks, Stereo-lithography, or SLA, is a precise option. If what you need is a functional, durable model, then Selective Laser Sintering (SLS), which is less smooth than SLA is a great option. Fused Deposition Modeling (FDM), on the other hand, makes an excellent engineering model tool, with cost-effective, durable prototyping available. If you need elastomeric or over-mold models, Polyjet might be the option for you. And finally, CNC machining can be used when you need metal models for precision work, but these are fairly expensive.
Precision Fabrication
Metal fabrication is a great tool for prototyping, but it’s a less reliable and consistent method in metal production than stamping. Unlike stamping, if something doesn’t quite work, it isn’t a major challenge to make adjustments. The process includes controlled machining, robotic welding, and accurate cutting techniques, which means that the product is carefully handled at every step of the way. However, the technique tends to be more costly than precision stamping, and the most complex pieces aren’t a great fit for fabrication techniques.
Precision Stamping
Metal stamping can be used to make all kinds of parts, and it’s a relatively fast and cost-effective solution for the production of several identical parts. If you require the production of unique parts, metal stamping probably isn’t the ideal solution since the work and cost to set up a stamp is the same whether you are producing one or thousands of identical pieces.
Precision stamping requires a design that is set in stone, since it’s difficult to make changes to designs once the stamping tools have been created. This leads to fairly long lead times to get production started.
That said, many precision stamping companies offer prototyping services to save costs. Because of the nature of precision stamping, it’s important not to commit to a design until it’s perfect.
t
 Will Low Oil Prices Affect Metal Fabricators?
Will Low Oil Prices Affect Metal Fabricators?The Possible Effects of Low Oil Prices on Metal Fabricators
The drop in oil prices hasn’t yet touched metal fabricators, but over the long term, we know that lower prices for oil and gas will lessen production, which could affect the fabrication industry. How this will look is hard to say, but it is clear that a heavy dependence on the oil and gas sector could slow down demand for some businesses.
A Bright Future
It may seem counter-intuitive, but dropping oil prices could end up being good for manufacturers and fabricators. For one thing, the Canadian dollar is heavily tied to oil prices, and as it drops, state-of-the-art manufacturing could be in greater demand.
Another opportunity for metal fabrication is in ongoing projects, which continue to require replacement parts and ongoing development. A slower market for new projects will not necessarily mean less work, but reinvestment in older parts to get more ‘bang for the buck’ in the oil industry.
Furthermore, there could possibly be an increase in steel imports over time, taking advantage of cheaper prices for transport and materials. It’s worth noting that just as the strengthening Canadian dollar led to layoffs in the manufacturing sector in 2004, the reverse could happen today as the dollar drops.
The Unknown
As layoffs occur in the oil field, manufacturers are bracing for a downturn in the fabrication sector as well. But fabrication works on a different time scale than the oil field, and changes are slower to reach the sector. Because of the time needed to produce metal pieces for the oil field, companies are working on projects now for deliverables that are months down the line. Predicting production needs over the longer term is difficult, but ongoing projects still need to be produced.
Prices for hot rolled coil are down, as is demand for sheet steel and bars for seamless pipe. Steel is faring better than other metals, like copper and aluminum, which have seen great changes in commodity prices since the oil bubble burst. Over the long term, the down turn could be damaging, especially for fabricators whose most significant markets are in Western Canada, Texas, or North Dakota.
Diversity
Some US oil and gas producers believe steel demand from the oil sector could be down by as much as 50% in the next year, and that spells trouble for businesses that haven’t diversified.
Like the Canadian dollar, being tied to just one market could prove damaging for some businesses. For metal fabricators who have the ability to diversify their markets and interests, now is the time to explore a greater variety of business partners, thus mitigating the negative impact of low oil prices. One recommendation is to pursue or further existing relationships with automakers, as they make the most value-added steel.
Overall, the industry outlook is positive. While this could be a challenging time for some metal fabricators, it isn’t likely to cause serious harm to the industry as a whole.
 How Does the Sheet Metal Stamping Process Work?
How Does the Sheet Metal Stamping Process Work?Sheet metal is one of the strongest materials that can still be easily shaped and cut. Plus, sheet metal is recyclable, which drives costs down.
Metal stamping is used to produce parts in many industries. Original Equipment Manufacturers (OEM) most often make use of sheet metal stamping to make their parts where casting would be too expensive. It’s inexpensive and efficient, but it’s likely you don’t really know how it works.
First, the basics.
Some OEMs produce their own stamped sheet metal on site, while others outsource to Tier 1 suppliers. It is these suppliers that build the dies for stamping down the line.
Sheet metal itself is usually made of steel, but stamping can be done with all kinds of metals, including golds and advanced super-alloys.
Basically, sheet metal stamping involves a flat metal sheet, also known as a blank, being pressed between a die and a punch to get the desired shape.
These parts form the press, the ultimate tool of stamping sheet metal.
Of these, the die is probably the most complicated, and are often designed with inserts to produce variations on standard presses. You’ve probably seen dies used to make novelty souvenir coins — dies can be used for all kinds of processes and materials. They can be small enough to build microelectronics or large enough to cut out sides of busses.
Presses can be built as single stage or progressive blanking tools.
As blanks are punched out of the sheet metal, the come through the die, which is built with a slight angle so that blanks don’t get stuck inside the die. Accidental hold ups can damage the machine, so it’s important that the stamping and blanking process continues smoothly.
Sheet metal presses are powerful machines. It takes about 71 tonnes of pressure to cut a 10 inch circle out of .125 inch sheet metal. Modern presses range from 10 to 50,000 tonnes of force.
Several people are involved in the stamping process:
After stamping, some parts require further work in a process known as deep drawing. In deep drawing, a flat blank is drawn slowly over a forming die to achieve its shape. Next, excess material must be cut from the deep drawn metal. Finally, the metal might need to be bent, flanged
